| |
|
|
|
Bright
Hardening by Salt Bath
|
|
|
|
- Molten neutral
salt, Durferrit GS540/R2 by Degussa, covers the works
throughout heating works up and protects against decarburization
and scaling.
- Taking out the
works out of salt, thin film of salt is covering surface
of work pieces, pre-venting decarburization and scaling.
The film is easily pealed out in quenching media not
disturbing rapid cooling.
- As the heat
mass of the salt bath is huge, work pieces can be
heated and equalized 3 times as quick as other furnace,
and suitable for both small and mass production.
- The salt bath
is daily quality controlled by deslugging and checking
decarburization using some high carbon steel wire.
|
|
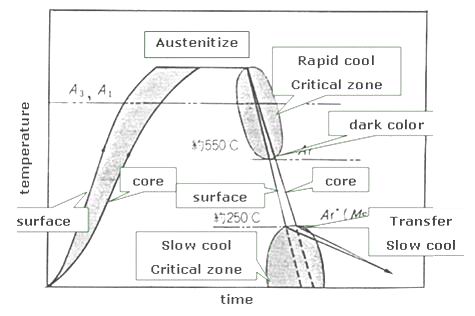
- Through quenching,
both thermal and transformation stresses arise by
temperature difference between surface and core of
complicated work piece. Those stresses might cause
crack or distortion of work piece.
|
 |
- In order to
prevent these ploblems, the work piece has to stop
cooling at just above the transformation start temperature
(MS), and then slow cooled. This process is called
as "time quenching".
|
 |
|
Explanation
of time quenching
|
|
Austempering
|
Astempering is the special hardening process by
which the work pieces are quenched into
hot salt
bath and hold for hours to transform(isothermal
transform) in order to conform Bainite structure.
The Bainite structure has excellent high ductility
and toughness compares with those of tempered
Martensite by conventional quenching and tempering.
The table 1 below show an example of mechanical properties obtained by three different process. This
process is advantageous for minimizing deformation
and dimentional changes by hardening.
|
|
Table 1.
Mechanical properties by 3 different hardening process
|
|
|
|
|
|
The
relationship between hardness and austempering temperature
in case of SK5.
|
|
|
|
|
|