Product Channel
真空熱処理
タフトライド処理
とは
浸炭焼入れ
ソルトバス(塩浴)熱処理
高周波焼入れ
火炎焼入れ(フレームハード)
熱処理などのご相談
真空熱処理
[
English
|
Thai
]
真空熱処理の利点
金属光沢の仕上がり
表面脱炭なし
無酸化処理
最小熱処理歪
熱処理の再現性大
真空高温蝋付け
優れた経済性
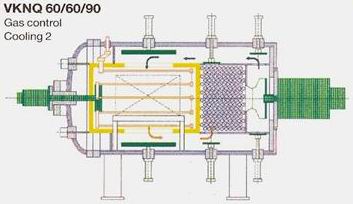
真空炉仕様 (VKNQ)
処理スペース
600x600x900 mm
最大積載重量 500 Kgs
最高加熱温度 1,300 oC
均熱度 < + - 5 oK
焼入れ窒素ガス 6~10 bars
真空度 10 ?2 ~10 ?5 mbars
製造者 ALD (Germany)
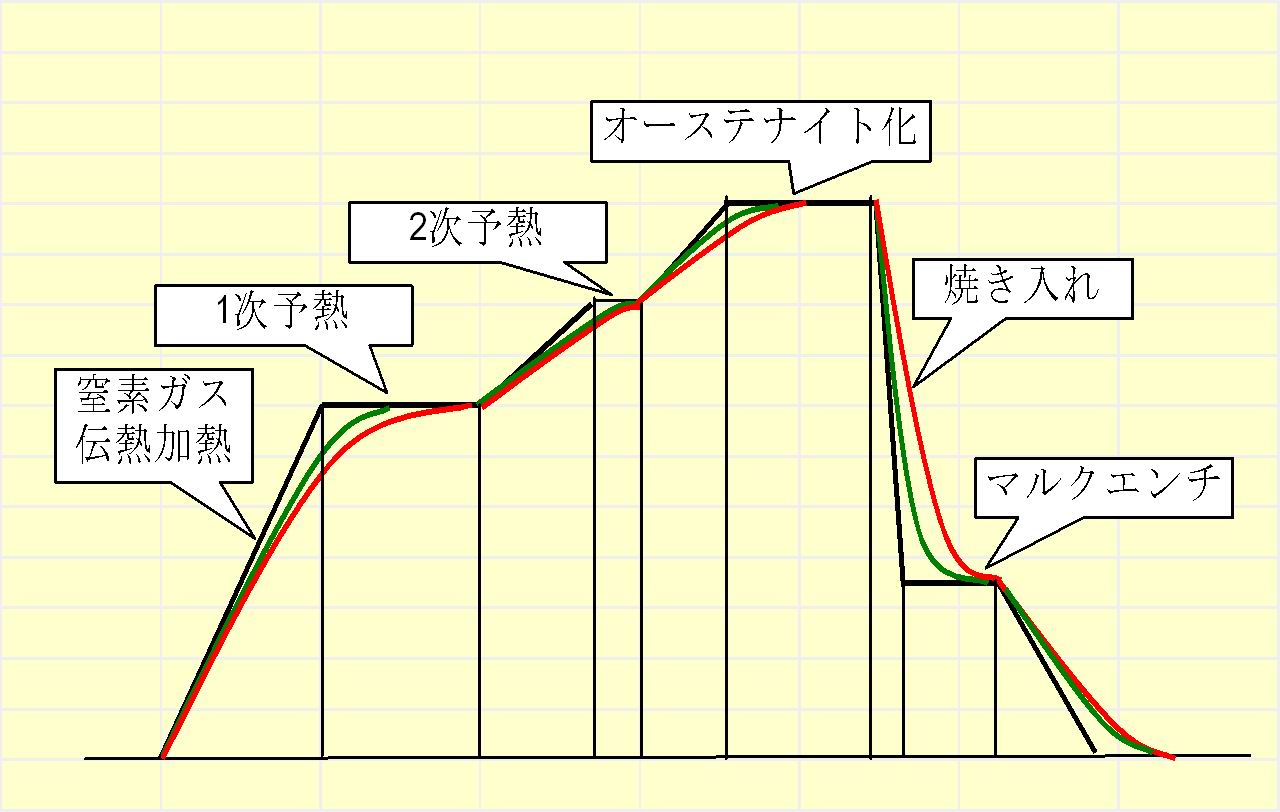
真空熱処理の方法
加熱開始前に排気を行う。
2気圧の窒素ガスを導入し、予熱温度までガスによる伝熱加熱を行う。
再び排気を行い、真空中でワークをオーステナイト化温度まで加熱し、所定の時間保持する。
方向を変化させながら高圧ガスで焼入れする。
工具鋼では520 OC以上の温度で2度焼き戻しを行い、硬さを調整する。
ワイヤーカット、研磨などの後工程の必要に応じて応力除去焼きなましを行う。
プロセス
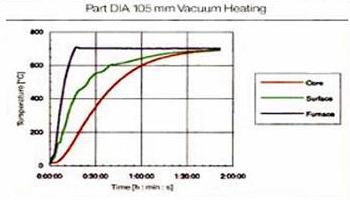
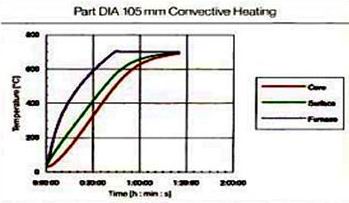
窒素ガス熱伝加熱
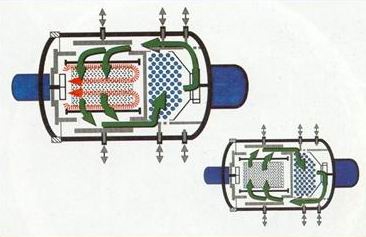
真空中では熱伝導はヒーターからの放射熱のみで行われるが、 500 oC位までは熱がうまく伝わらない。このためワークの温度上昇は遅く表面と中心部の温度差を生じ歪発生の原因となる。
2気圧の窒素ガスを導入してガスの伝熱加熱を行うことにより、均熱かつ急速な加熱が可能になる。
焼入れのコツは “出来るだけ
速く
、
ゆっくり
冷却”
焼入れ速度を早くするのは目的とする金属組織を得るためである。
これに対してゆっくり冷却する目的は焼き割れを防ぎ、変形を防ぐためである。
この二つの矛盾する要求を、高圧ガス焼入れとコンピューター制御で可変する上下2方向からの冷却と後述するマルクエンチとによって解決している。
プロセス
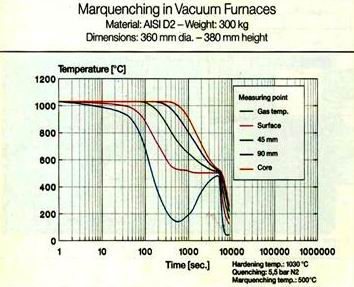
マルクエンチ
焼入れ速度が大きい場合、厚肉のワークには温度差により熱応力と変対応力が発生し、このため時には焼き割れや大きな変形を生じる恐れがある。
このためワークと同等サイズのダミーの外部と中心部の温度を測定しながら、プログラムに従ってその材質のMs点の直上で冷却をコントロールしワークの内外が一様になるまで保持した後、緩冷却し変態時期のずれを防止している。この処理によって焼き割れを防止し、変形を最小限に留める事が可能です。
熱間用合金工具鋼の熱処理
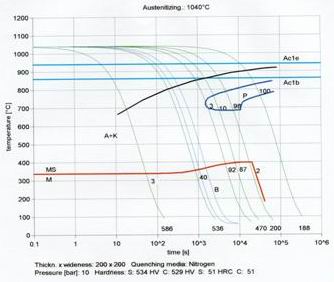
高合金熱間工具鋼は焼入れ性が良く真空炉の中で窒素ガスによる焼入れで充分に硬化する。しかし最近の金型の大型化によって金型の早期破損の問題が起っています。
焼入れ冷却速度が問題と考えられている。左のCCTでベーナイト変態はパーライトより早く起るので焼入れ組織中にベーナイトが混在しやすい。一般にこの鋼種は残留オーステナイトの発生は少ないが、ベイナイトが発生すると残留オーステナイト量が増し、それが高温焼戻し時に粒界に炭化物を析出し脆化すると考えられる。
弊社では最大10 bars の窒素ガスによる高速冷却と上下からの冷却を自動切換えで冷却効果を上げベーナイトの混在量を出来るだけ減少し、脆化が少なく長寿命の金型焼入れを目指している。
SKD61のCCT 曲線の例
冷間合金工具鋼の熱処理
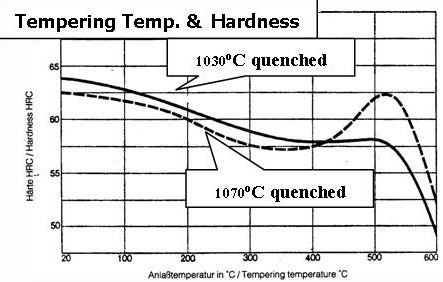
この種工具鋼も熱合金工具鋼と同様な熱処理性質を持っているが、炭素含有量が高いので残留オーステナイトが発生する。
残留オーステナイトはワイヤーカットやグラインダーなどの後加工工程で亀裂や変形を生じさせることがあり、製品の寸法安定のためにもサブゼロ処理か高温2度焼き戻しを行う。
さらに残留応力除去焼きなましを行うことが望ましい。
冷間合金工具鋼の焼戻し曲線例
焼入れ温度により2次硬化が異なる
真空熱処理による 変形
(1)
真空熱処理による変形は、材料の節約.硬化後の機械加工工数の節減のために可能な限り少なくすることを心掛けている。
変形は避けられるものと避けられないものとがある.
前者には製品の残留応力、材料の偏析、脱炭層の残留、加熱時の温度差による熱応力などが挙げられる。
残留応力については熱処理前加工の変質層を含め変態点以下の窒素ガス伝熱予熱によって、また加熱速度を制限して新たな熱応力をおさえている。
熱処理品の挿入についても偏った加熱を避けるために、特に真空中では熱源からの放射熱による加熱のみであることも配慮して積載方法を工夫している。
真空熱処理ヒートパターン
真空熱処理による 変形
(2)
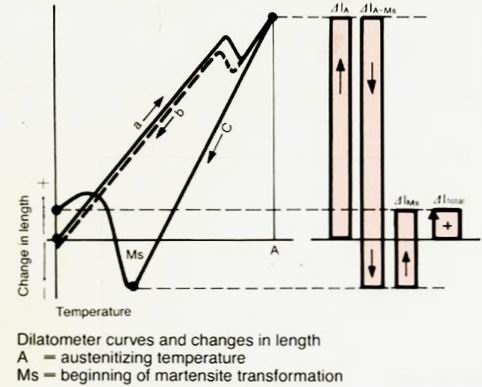
焼き入れ、焼戻しに伴う寸法変化は鋼の結晶構造の変化によるもので避けられない。
鋼を徐加熱徐冷すれば、熱膨張による変化のみで常温に戻れば元の寸法となる。しかしオーステナイト化後急冷すればマルテンサイト変態によって膨張する。
鋼の種類によっては常温に焼入れしてもマルテンサイト変態は完了せず残留オーステナイトが発生し、焼き入れ後の寸法変化は少ないが、焼き戻し後あるいは使用中に経年変化が起る。
鋼の加熱冷却による寸法の変化
真空熱処理による 変形
(3)
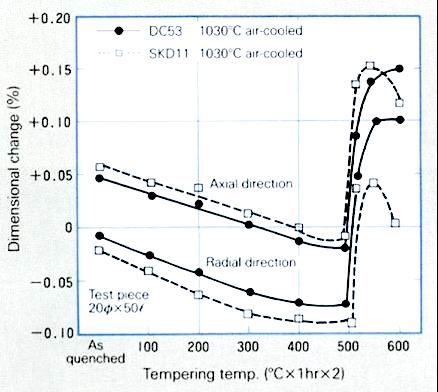
焼きいれによって膨張した長さは、焼きもどし温度によって変化する。
右図は冷間合金工具鋼の1例で500oC位まではマルテンサイトがフェライトとカーバイドとに分解して収縮する。
500oCを過ぎるころから残留オーステナイトがマルテンサイト化して膨張する。その後は前記の収縮に戻る。
図で見るようにこれらの膨張、収縮は鋼の鍛造あるいは圧延方向によって異なる。これは1次炭化物等の方向性によるものと考えられているが精密を要する製品はこの方向性を考慮する要がある。
サブゼロ処理によって残留オーステナイトをマルテンサイト化し経年変化を減らす方法もある。
冷間合金工具鋼の焼き戻しと寸法変化例
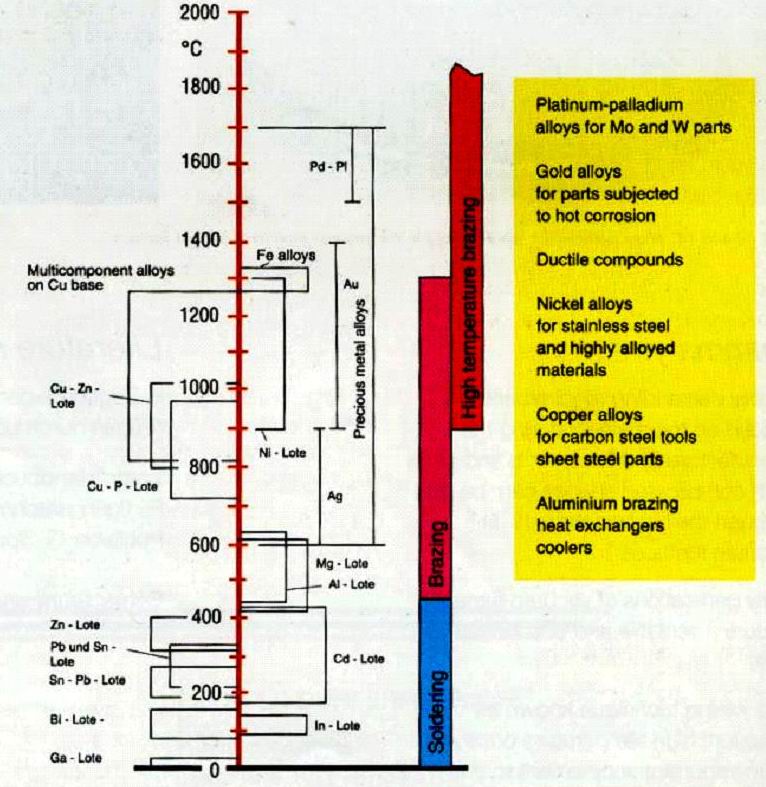
真空高温蝋付けの利点
真空中で金属の表面を覆っている薄い酸化膜を破壊し金属面の濡れ性を向上するためより良い蝋付けが出来る。
真空中で高温に加熱するので、金属間の拡散が充分で、蝋付け部分には非金属介在物やガスホールは皆無で、強力な接着が可能です。
蝋付けの隙間は0.05mm以下にコントロールされるため、くるいがほとんど無く変形を最小に抑えられます。
工具鋼の焼入れ性と半冷時間
工具鋼の焼入れ温度は、材質によって750oC~1200oCとまちまちであり、このような工具鋼の焼入れ性を一つの尺度で定量的に行うために半冷時間が用いられることがある。
半冷時間とはオーステナイト化温度から室温までの中間温度(焼入れ温度+室温)x1/2500oC位まではマルテンサイトがフェライトとカーバイドとに分解して収縮する。
500oCを過ぎるころから残留オーステナイトがマルテンサイト化して膨張する。その後は前記の収縮に戻る。
図で見るようにこれらの膨張、収縮は鋼の鍛造あるいは圧延方向によって異なる。これは1次炭化物等の方向性によるものと考えられているが精密を要する製品はこの方向性を考慮する要がある。
サブゼロ処理によって残留オーステナイトをマルテンサイト化し経年変化を減らす方法もある。
冷間合金工具鋼の焼き戻しと寸法変化例