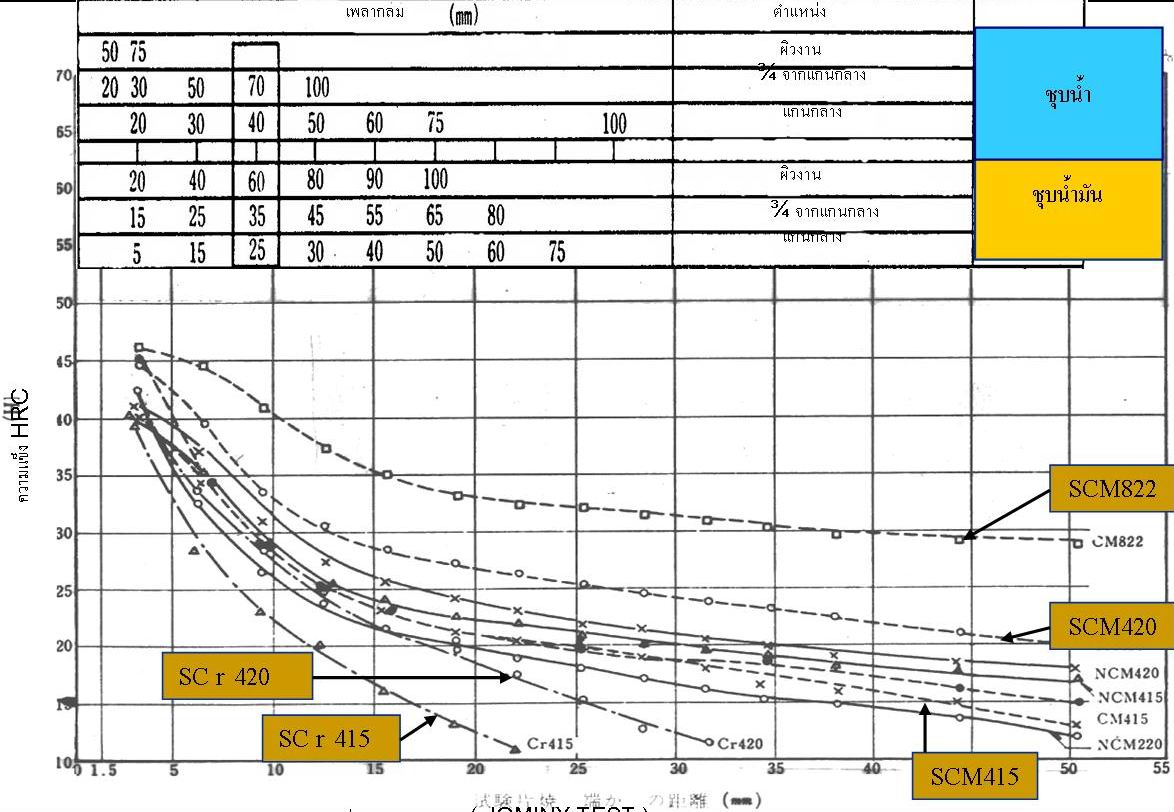
浸炭品の内層部の硬度はその材質のジョミニーカーブを用いて推定できます。下の図で水焼きか油焼きかを選び、硬度を求めるのが中心部か中心から3/4かによってワークの丸棒直径から下に下ろした線がそのジョミニーカーブと交わるところの硬度(HRC)を読みます。この場合の表面は浸炭なしの場合の表面です。