| |
|
|
|
火炎焼入れ(フレームハード)
|
|
|
|
- 鋼や鋳鉄の表面硬化法の一つで、硬化を必要とする部分のみをプロパンと酸素の混合気体の燃焼によって急速に加熱し冷却することで高い硬度が得られます。
- 高周波焼入れと同様表面のみの焼入れですので表面層に圧縮応力が残留し、耐磨耗性、疲労強度などが向上します。
- ワークの寸法や重量、形状に制限が無く、多品種少量生産に適しています。
- 高周波焼入れと比べて焼入れコイルの投資が不用で経済的です。
|
 |
- 炎焼入れに用いるフレームは中性炎で無ければならない。プロパンと酸素の混合比率は1.4が適当で、最も高い燃焼温度(2,930oC)が得られる。
- 焼入れ硬化できる鋼、鋳鉄はすべて炎焼入れ可能である。オーステナイト化温度は普通の焼入れよりも20〜30oC高温を狙う。
- 形状が複雑であったり、ねずみ鋳鉄のように割れやすいものは、急熱急冷を避けるため予熱を行う。予熱によって硬化層を深く出来、残熱によってセルフテンパーされ置き割れを防止できる。
- 鋳鉄では焼入れ前のマトリックスのパーライト量によって焼入れ硬度に差が出る。焼入れ前に焼きならしを行ひパーライト量を増加させると良い結果が得られる。
|
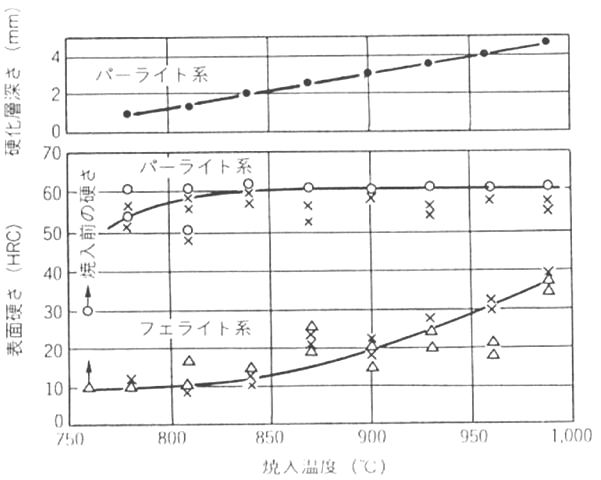 |
FCDのマトリックスの焼入れ硬度、深さへの影響 |
|
各種材料の火炎焼入れ硬度の目安(HRC)
|
|
Material
|
JIS
Symbol
|
Air
Cool
|
Oil
Cool
|
Water
Cool
|
|
SC
|
S20C,
S35C
|
-
|
-
|
33
~ 50
|
|
S38C,
S50C
|
-
|
52
~ 58
|
55
~ 60
|
|
S53C,
S58C
|
50
~ 60
|
58
~ 62
|
60
~ 63
|
|
SM
|
SCM
435
|
-
|
50
~ 55
|
50
~ 60
|
|
SCM
440
|
52
~ 56
|
52
~ 56
|
55
~60
|
|
SK-
|
SK
3, 4, 5, 6
|
52
~ 56
|
58
~ 62
|
62
~ 65
|
|
SUJ
|
SUJ
2
|
55
~ 56
|
55
~ 60
|
62
~ 64
|
|
FC
|
FC
300
|
-
|
43
~ 48
|
43
~ 48
|
|
FC
350
|
-
|
48
~ 52
|
48
~ 52
|
|
FCD
|
FCD
600
|
-
|
-
|
35
~ 45
|
|
FCD
700
|
-
|
52
~ 56
|
55
~ 60
|
|
|
|
|