- 高周波誘導加熱によって表層部のみ焼入れを行います。
- 表面硬度が高く対磨耗性、疲れ強さが優れています。
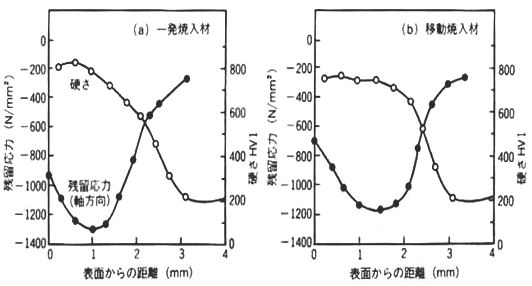
- 表面に圧縮残留応力が大きく、優れた疲れ強さが得られます。
- 脱炭が少なく、酸化スケールも少なく、研磨などの後工程を省略できます。
- 迅速かつ多品種少量でも生産可能です。
|
|
| スプライン軸の高周波焼入れ |
| 高周波焼入れ設備 |

|
 |
TOCCO社製(USA)
10KHz、150KW
F300x2,000 max
焼入れ深さ 1〜5mm |
電子科学社製 200KHz、40KW
F50x600 max
焼入れ深さ 0.4〜2.5mm |
| |
| 高周波焼入れと残留応力 |
- 焼入れ硬度は材質の焼入れ性と無関係に炭素量によって決まります。
- 高周波焼入れでは表面の圧縮残留応力のため普通の焼入れよりも高い硬度が得られます。
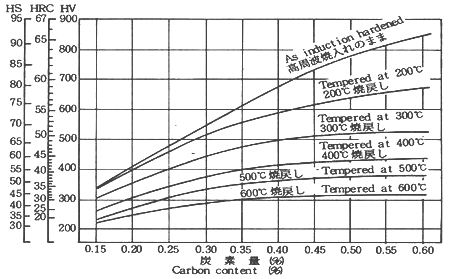
- 硬度や残留応力を確保しながら変形、研磨割れを防止し靭性を改善するため焼戻しを行います。
|
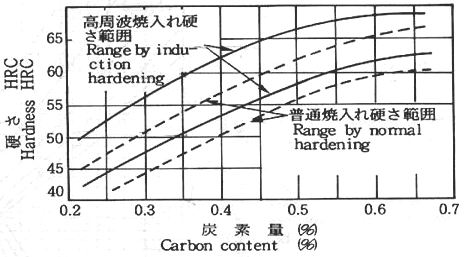 |
| 炭素量と焼入れ硬さ |
 |
 |
| 硬さと残留応力の分布 |
炭素量と焼き戻し硬さ |
|
|
| |
| 高周波焼入れ深さ |
- 高周波焼入れでは加熱温度を直接測定し難いので、周波数(浸透深さ)、表面電流密度、電流、電圧、加熱時間を用いて条件設定します。
- 周波数の低いほど硬化層深さは深くなります。
- 加熱方法には一発焼入れと移動焼入れとがあります。
|
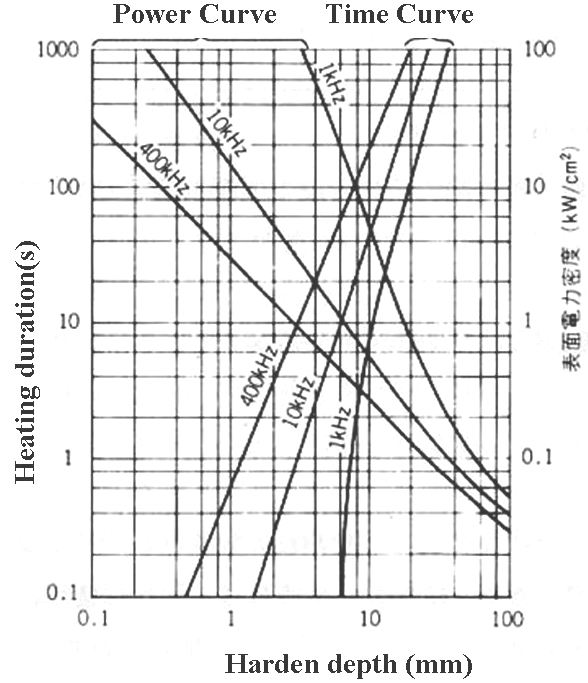 |
| 一発焼入れの場合の硬化層深さ、加熱時間、表面電力と周波数の関係 |