- ชิ้นงานจะถูกให้ความร้อนโดยการเหนี่ยวนำของสนาม
แม่เหล็กไฟฟ้า ที่บริเวณชั้นผิวหน้าเพียงเท่านั้น
- ให้ความแข็งสูงที่ผิวงาน
และทนต่อความล้าได้มากขึ้น
- ความเค้นแรงอัดที่ตกค้าง
อันเกิดจากการชุบแข็งแบบอินดักชั่น ส่งผลดีในด้านการทนต่อความล้าของชิ้นงาน
- กระบวนการตกแต่งภายหลังจากการชุบ
ไม่มีควมจำเป็นมากนัก เพราะกระบวนการนี้จะทำให้เกิดการสูญเสียคาร์บอน
หรือเป็นสเกลบนผิวชิ้นงานเพียงเล็กน้อยเท่านั้น
|
|
|
การชุบแข็งร่องฟันของเพลา
|
| Facilities |

|
 |
ผลิตโดย
TCCO (อเมริกา)
10KHz 150KW
&O slash;300x2,000 สูงสุด
ผิวแข็งลึก 1~5 มม. |
ผลิตโดย
DENSHIKAGAKU (ญี่ปุ่น)
200KHz?40KW
Ø 50x600 สูงสุด
ผิวแข็งลึก 0.4 ~ 2.5 มม.
2.5mm |
| ความแข็งและความเค้นที่ตกค้าง |
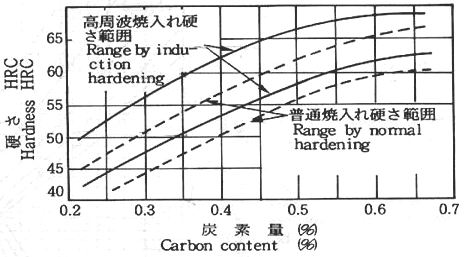
- ความแข็งที่ได้
ขึ้นอยู่กับส่วนผสมของคาร์บอน ไม่ใช่ขึ้นอยู่กับความสามารถ
ในการชุบแข็งของวัสดุ
- ความแข็งที่ได้จากการชุบด้วยอินดักชั่นจะสูงกว่าการ
ชุบแข็งปกติ อันเนื่องมาจากความเค้นแรงอัดที่ตกค้าง
ซึ่งเกิดจากกระบวนการชุบ
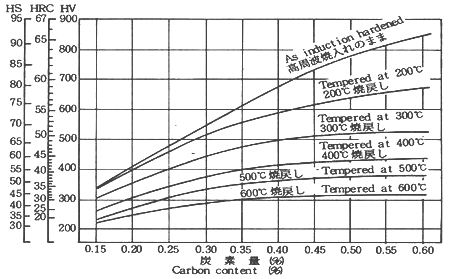
- ในขณะที่ความแข็งและความเค้นที่ตกค้างจะต้องรักษาไว้
การอบคืนไฟก็มีความจำเป็นจะต้องกระทำเพื่อป้องกัน
การเปลี่ยนรูป และการแตกร้าวจากการเจียระไน ตลอดจนการเพิ่มความเหนียว
|
 |
 |
|
ความแข็งและส่วนผสมของคาร์บอน
|
ความแข็งหลังจากอบคืนไฟ
|
| |
|
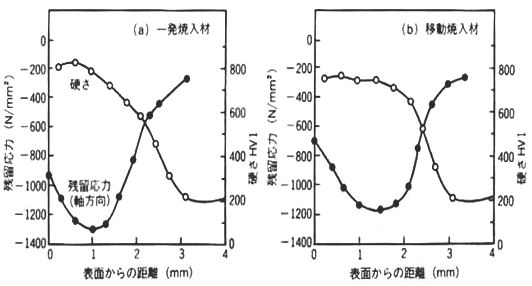
- โดยการชุบด้วยอินดั๊กชั่นผิวของชิ้นงานจะเกิดการขยายตัว
อื่นเนื่องมาจากการเกิดโครงสร้างมาร์เทนไซด์ ขณะที่ส่วนภายใน
ไม่เกิดการเปลี่ยนแปลง ความเค้นที่ตกค้างจึงเกิดขึ้น
- สืบเนื่องจากความเค้นที่ตกค้างดังกล่าว
ทำให้ความแข็งที่ได้จากการชุบด้วยวิธีนี้สูงกว่าการชุบโดยทั่วไป
และยังเป็นข้อได้เปรียบ
|
|
|
การกระจายของความเค้นที่ตกค้าง
|