ทรัฟฟ์ไตรด์
คือ กระบวนการไนไตรดิ้งด้วยเตาเกลือโดย DUFFERIT ประเทศเยอรมัน
และได้ถูกใช้ในอุตสาหกรรมอย่างกว้างขวาง
- กระบวนการนี้กระทำในอ่างเกลือที่ต่ำกว่าอุณหภูมิวิกฤติ
(510 ~ 580 oC) ซึ่งให้ไนโตรเจน และคาร์บอนจำนวนหนึ่ง
โดยเกิดการแพร่กระจาย เข้าไปยังผิวของชิ้นงาน เกิดเป็นสารประกอบของ
e-iron ขึ้นบนชั้นผิวของงาน
ความแข็งของชั้นสารประกอบอยู่ในช่วงระหว่าง 400 ถึง
1,200 HV ขึ้นอยู่กับชนิดของวัสดุชิ้นงาน ซึ่งเป็นเหตุให้ทนต่อการเสียดสี
และการเกิดรอยแผลขีดข่วนบนชิ้นงานได้
|
| ตัวอย่างของการใช้งาน |
- เครื่องมืองานร้อน
: พิมพ์ทุบขึ้นรูป พิมพ์รีด และแม่พิมพ์ดาร์ยคาสติ้ง
- เหล็กกล้างานเย็น
- เหล็กไฮสปีด
- เพลาข้อเหวี่ยง
และลูกเบี้ยว
- กระบอกสูบ เสื้อสูบ
และฝาสูบ
- เฟืองต่างๆ
- วาลว์เครื่องดีเซล
- สกรูอัดของเครื่องฉีดพลาสติกและกระบอก
- Food processing
equipments & tools
|
 |
- QP
คือกระบวนการของซ็อฟท์ไนไตรดิ้งเหลวซึ่งสามารถ ที่จะทำได้กับเหล็กทุกชนิด
- เป็นการบวนการที่ทำได้อย่างรวดเร็วมากไม่ว่าชิ้นงาน
มีจำนวนมากหรือน้อย
- ได้ความแข็งที่ผิวสูงจึงทำให้อายุการใช้งานของเครื่อง
มือยาวนานกว่า
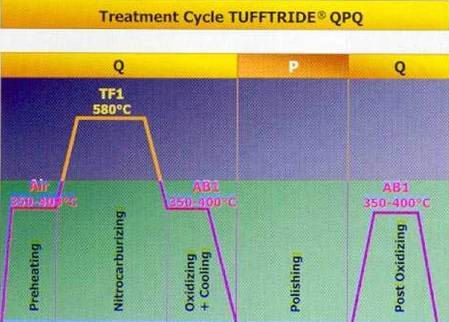
- QPQ
คือกระบวนการทำให้เกิดอ๊อกไซด์ โดยการเย็นตัว
ในเกลือพิเศษ AB1 ซึ่งจะทำภายหลังจากกระบวนการ QP
- โดยการอบชุบด้วย
QPQ สามารถที่จะเพิ่มความทนต่อ
การกัดกร่อนเป็นอย่างมากควบคู่กันกับการทนต่อการ เสียดสี
|
|
|
| ความแข็งและความลึกของผิว |
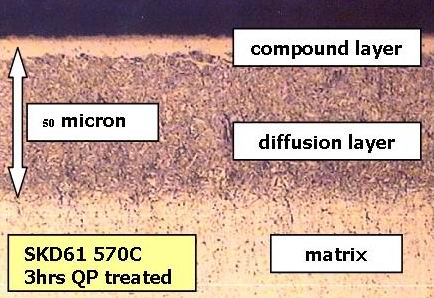
- ชั้นความแข็งของการทำไนไตรด์โดยกระบวนการทัฟฟ์ไตรด์
ประกอบด้วย ชั้นสีขาว(ชั้นสารประกอบ) และชั้นแพร่กระจาย
- ลักษณะจำเพาะของผิวชิ้นงานส่งผลมาจาก
ชั้นสีขาวเป็นหลัก
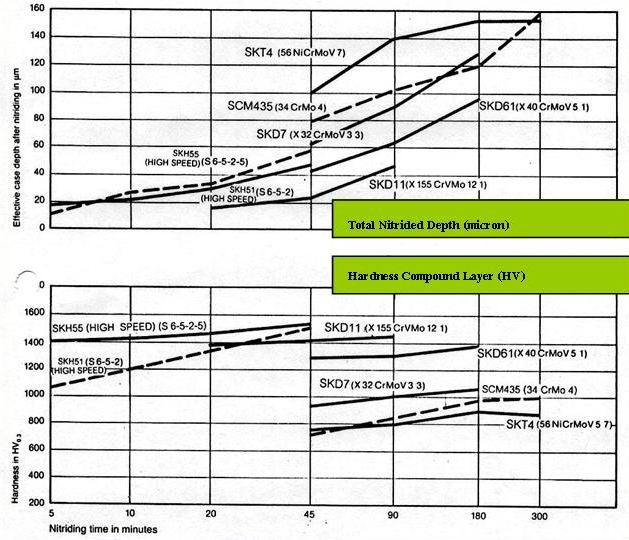
- ความแข็งของผิว
และความลึกของชั้นไนไตรด์ทั้ง 2 ขึ้นอยู่กับชนิดของวัสดุชิ้นงาน
และช่วงเวลาที่ใช้ทำไนไตรด์
- แผนภูมิด้านขวามือเป็นข้อมูลจากหนังสือของ
BOHLER
|
 |
| เครื่องมือและอุปกรณ์ของเรา |
Ø 500
x 750 mm
Ø 710 x 1500 mm
Ø 1000 x 1500 mm
- QPQ เตาเกลือ
AB1
50x1000x1400mm
Ø 1000
x 1500 mm
|
 |
| ความทนต่อการกัดกร่อนโดย
QPQ |
|
ด้วยกระบวนการทัฟฟ์ไตรด์
QPQ ทำให้ความทนต่อาการกัดกร่อนเพิ่มขึ้นได้อย่างน่าทึ่ง
ในการวัดความทนต่อการกัดกร่อนของตัวอย่างและชิ้นส่วนมัก
จะใช้วิธีการสเปรย์ด้วยน้ำเกลือ
(SALT SPRAY TEST) ตามมาตราฐาน DIN 50021 และการจุ่มในสารละลายเคมี
(TOTAL IMMERSION TEST) ตามมาตรฐาน DIS 50905
รูปทางด้านขวาแสดงผลของการทดสอบสเปรย์ด้วยน้ำเกลือ
5% ที่อุณหภูมิ 30 C ซึ่งทำการทดสอบทั้งฮาร์ดโครมกับสลักลูกสูบ
และQPQ กับแท่งเหล็กกล้าคาร์บอน ภายหลังจาก 40 ชั่วโมง
เริ่มมีจุดของการกัดกร่อนและหลังจาก 180 ชั่วโมง ปรากฏการกัดกร่อนเต็มพื้นที่ส่วนใหญ่ของสลักลูกสูบ
ซึ่งชุบฮาร์ดโครมไม่ปรากฏร่องรอยของการกัดกร่อน กับแท่งเหล็กที่ชุบ
QPQ เลยแม้แต่น้อย
|
 |