กระบวนการ ทีดี การเคลือบแข็งด้วย VC กระบวนการภายใต้ สูญญากาศ ทรัฟฟ์ไตรค์ QP, QPQ คาร์บูไรซิ่ง การชุบแข็งด้วยเตาเกลือ การชุบแข็งด้วยระบบ อินดั๊กชั่น การชุบแข็งด้วยเปลวไฟ การให้คำปรึกษาแนะนำ
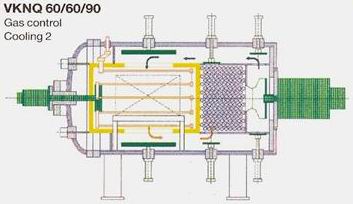
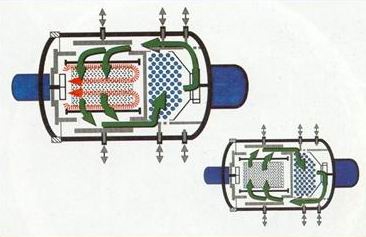
ข้อดีของงานที่อบชุบด้วยเตาสูญญากาศ