- คาร์บูไรซิ่ง
เป็นวิธีการอันน่าทึ่ง วิธีหนึ่งที่สามารถเพิ่มคุณสมบัติที่ดี
แก่ผิวของเพลา เฟือง และชิ้นส่วนของเครื่องจักรกลที่ต้องการความเค้นสูงอื่น
ๆ
- คาร์บูไรซิ่ง
สามารถทำการเปลี่ยนแปลงให้ชิ้นงาน ที่ทำด้วยเหล็กกล้าคาร์บอนต่ำเ
ปลี่ยนเป็นทั้งเหล็กกล้าคาร์บอนสูงที่ผิว และเหล็กกล้าคาร์บอนต่ำที่แกนได้ในขณะเดียวกัน
- เมื่อทำการชุบชิ้นงาน
ภายหลังจากทำคาร์บูไรด์ซิ่ง ให้ได้โครงสร้างมาร์เทนไซด์
และ ทำการอบคืนไฟ จะได้ความแข็ง และ ความแข็งแรงของโครงสร้างที่ผิวสูง
ประกอบกับแรงสนับสนุนจากความเค้นที่ตกค้างอันเนื่อง
มาจากปฏิกิริยาที่มีต่อกันระหว่างผิว และแกนในระหว่างการชุบ
จึงเป็นผลทำให้เกิดการทนต่อการเสียดสี การทนต่อความล้าอันเกิดจากการบิดตัว
และความล้าอันเกิดจากการหมุนสัมผัส(ROLLING-CONTACT)
เป็นอย่างสูง
|
 |
| ข้อได้เปรียบของ�
durferrit คาร์บูไรซิ่ง |
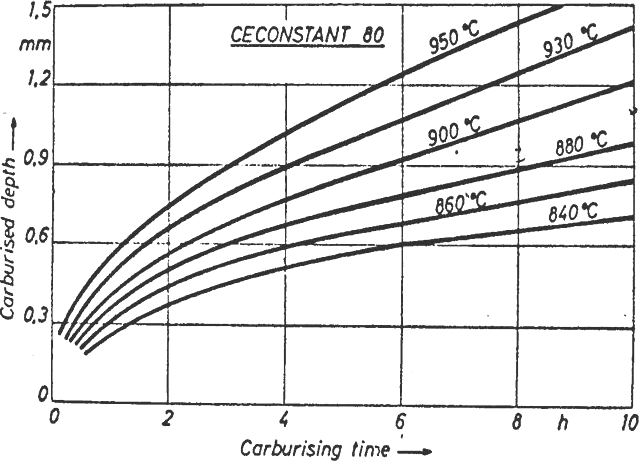
- CEconstant80
เป็นเกลือที่จดสิทธิบัติโดย DURFERRIT (ประเทศเยอรมัน)
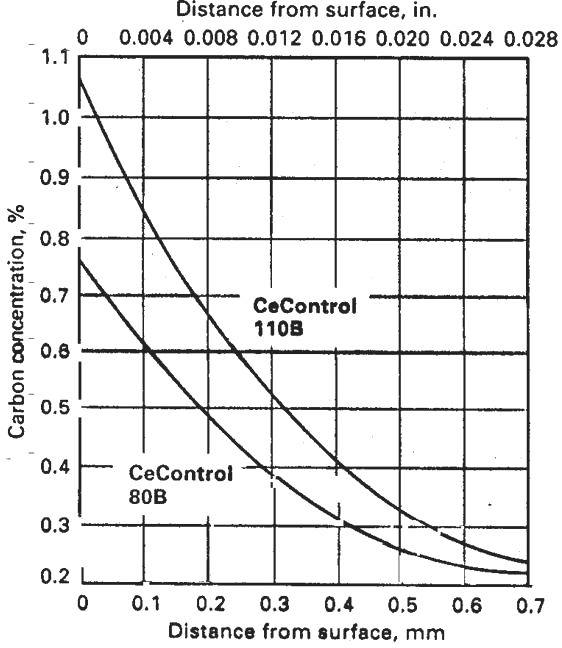
- ด้วยขีดความสามารถของคาร์บอน
ในเกลือสามารถควบคุมได้โดยง่าย จึงทำให้ความเข้มข้นของคาร์บอนที่ได้
มีปริมาณถูกต้องและแม่นยำ
- โดยกระบวนการคาร์บูไรซิ่ง
ยังได้ไนโตรเจนจำนวนหนึ่งไปพร้อมๆ กันกับคาร์บอน ที่ได้โดยปกติ
(คาร์โบ-ไนไตร)
- คาร์โบ-ไนไตรดิ้งสามารถควบคุมได้โดยอุณหภูมิที่ใช้ทำ
- การชุบโดยตรงจากอุณหภูมิคาร์บูไรซิ่งจะเกิดการเปลี่ยนรูปน้อย
- ประหยัด และ
รวดเร็วแม้แต่ปริมาณงานจำนวนน้อย
|
 |
 |
 |
| การวัดความลึก
ของผิว |
- คุณภาพของชิ้นงานคาร์บูไรซิ่ง
บ่งชี้ได้ทั้งโดยความแข็งของผิว และความลึกของผิว
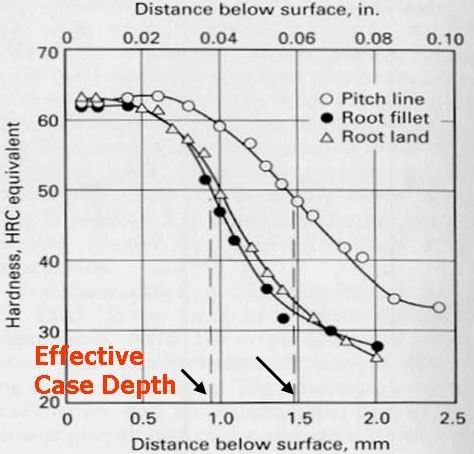
- ความลึกของผิว
ได้ถูกแบ่งออกเป็น ความลึกของผิว EFFECTIVE และความลึกของผิวรวม
เพื่อความชัดเจนในการสั่งงาน
- ความลึกของผิว
EFFECTIVE คือ ระยะจากผิวเข้าไปสู่ความแข็งที่กำหนดไว้
ถ้าไม่กำหนดไว้ให้ใช้ค่าความแข็ง HRC 50 เป็นตัวกำหนด
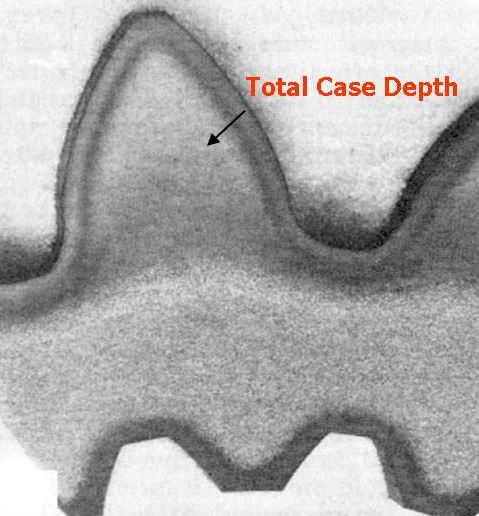
- ความลึกของผิวรวม
คือ ระยะจากผิวถึงตำแหน่งที่เกิดแถบของความแตกต่าง อันเนื่องมาจาก
การกัดด้วยกรดของเนื้อพื้นเหล็กเดิม หรือวิธีการทดสอบความแข็ง
|
 |
 |
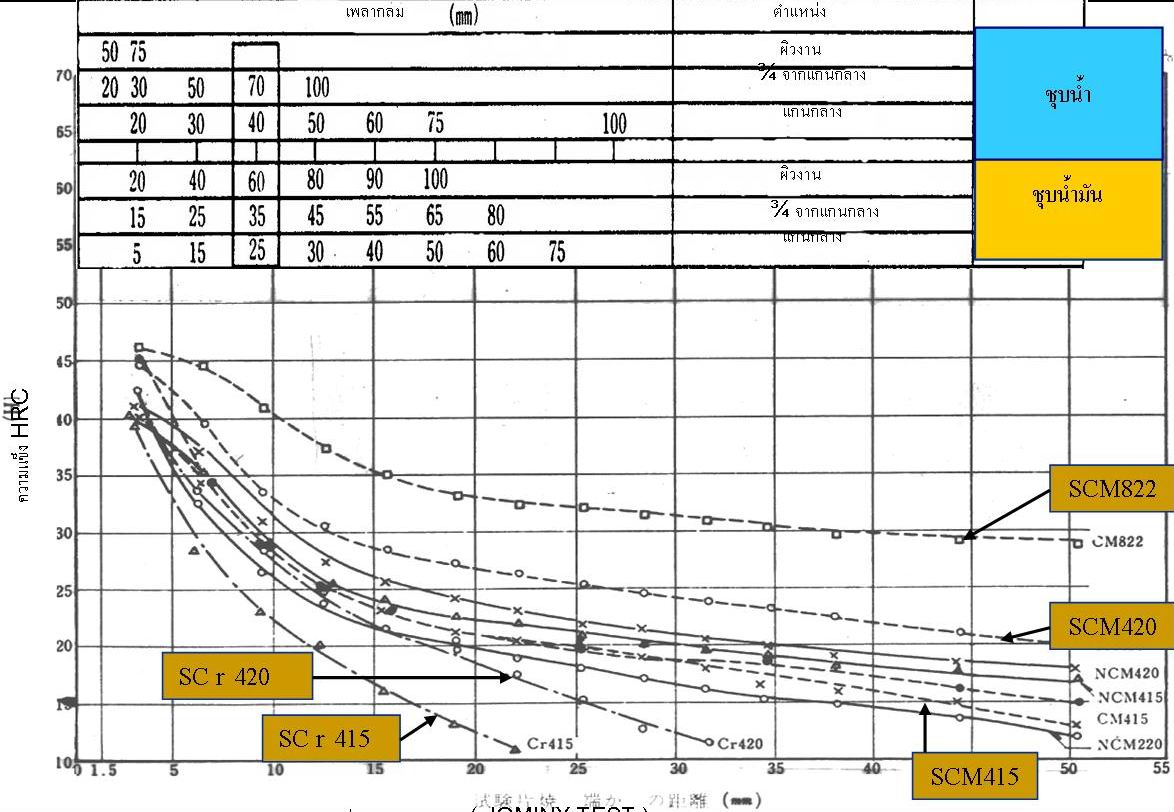
| การประมาณค่าความแข็งภายใน |
การประมาณค่าความแข็งภายในของชิ้นส่วนคาร์บูไรซิ่ง โดยใช้จอมินีเคอร์ฟ (JOMINY CURVE) ของแข็ง เริ่มจากการ
เลือกสารชุบ เช่น น้ำหรือน้ำมัน การเลือกช่วงของความแข็ง เช่น ที่ผิว 3/4
จากแกนกลางหรือที่ศูนย์กลางของเพลา ค่าความ
แข็งหาได้จากจุดตัด โดยการลากเส้นจากเส้นผ่าศูนย์กลางของเพลา ลงมาตัดกับ จอมินีเคอร์ฟ (JOMINY CURVE) ของ
เหล็กชนิดนั้นๆ ซึ่งความแข็งผิวหมายถึงสภาพผิวที่ไม่ได้ทำการคาร์บูไรซิ่ง
|
|
|